Canadian owned and operated

Package Price:
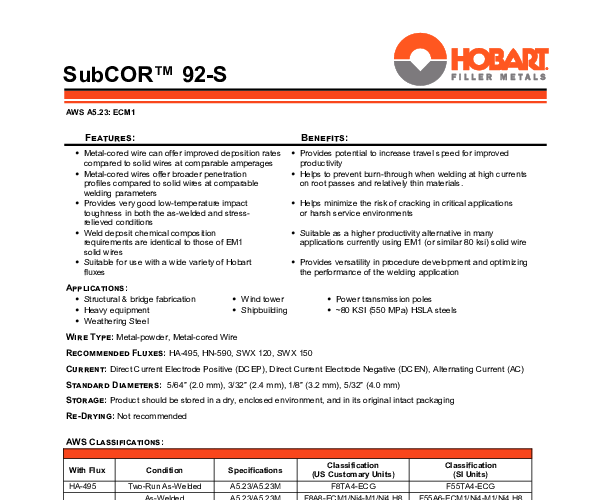
$7,392.00/600lb drumFor professional welders tackling massive structural projects, speed and strength are the name of the game. The Hobart SubCOR 92-S 3/32" wire is your answer to high-productivity submerged arc welding. This isn't just standard solid wire; it's a composite metal-cored electrode designed to burn hotter and faster, giving you higher deposition rates that help you beat deadlines. If you are welding heavy plate for wind towers, bridges, or massive yellow iron, this wire provides the 80+ ksi tensile strength you need to ensure every weld passes inspection with flying colors.
The metal-cored construction offers a distinct advantage in the sub-arc process. Because the current travels through the outer sheath, you get a higher current density that melts the wire faster than a solid wire of the same diameter. This means you can lay down more metal in less time. The SubCOR 92-S is designed to run smooth and stable with recommended fluxes, producing clean, sound welds on high-strength low-alloy steels. It handles both single and multi-pass applications with ease, giving you the versatility needed for complex joint configurations.
Packaged in a massive 600 lb drum, this wire is built for the long haul. You won't be stopping every few hours to swap out a small spool. It's designed for serious, continuous welding where stopping isn't an option. The M1 chemistry ensures that your welds aren't just pretty—they are metallurgically sound, tough, and ready to withstand extreme loads. When your reputation depends on the structural integrity of a wind tower or a ship's hull, trust Hobart SubCOR 92-S to deliver the performance you demand.
| Additional Information |
|---|
| Brand:Hobart |
| Diameter:2.5mm (3/32") |
| Packaging:600 lb Drum |
| Weld Process:Submerged Arc (SAW) |
| Grade:Low Alloy |
| AWS Classification:AWS A5.23 M1 |
| Wire Type:Metal-Cored |
| Tensile Strength:> 80 ksi |
| Current Type:DCEN, AC |
| Alloy Composition:Manganese-Molybdenum (M1) |
| Packaging Description:600lb drum |