Canadian owned and operated

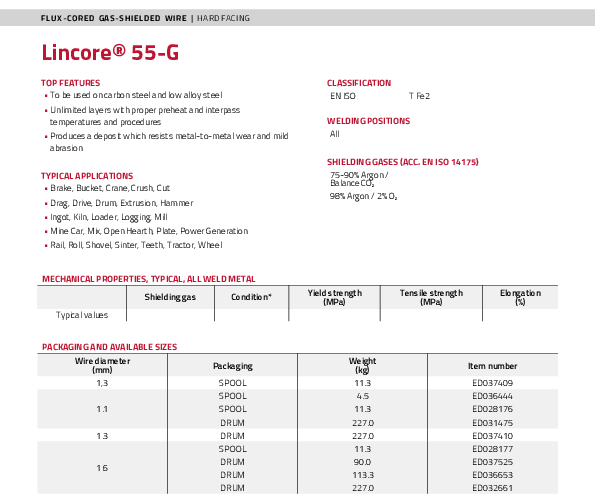
Welders and fabricators looking for a reliable solution to extend the service life of heavy machinery will find the Lincoln Lincore 55-G .045" hardfacing wire to be a top-tier choice. This gas-shielded flux-cored wire is specifically developed to combat metal-to-metal wear, a common issue in undercarriage parts, pulleys, and track components. By depositing a low alloy steel layer that is tough and abrasion-resistant, you can reclaim expensive parts rather than replacing them. The Lincore 55-G is user-friendly for experienced welders, offering a smooth arc and excellent bead appearance when used with Argon blends (75-90% Ar/Balance CO2 or 98% Ar/2% O2).
Technical precision is built into every spool. The wire performs best at high wire feed speeds, with a recommended setting of around 400 inches per minute at 31 Volts. This high-speed capability translates to a deposition rate of over 15 pounds per hour, allowing you to finish large build-up jobs faster. The wire is classified under EN/ISO: T Fe2 and is capable of multi-pass welding with unlimited layers, giving you the freedom to build up significant thickness on worn surfaces. It is compatible with DC+ polarity and runs smoothly across a broad current range, giving the welder control over heat input and bead profile. While it excels in flat and horizontal positions, it is also capable of out-of-position welds (excluding overhead), adding to its versatility in the shop or field.
Application preparation is straightforward but critical for optimal hardness and bond strength. Surfaces should be clean of rust, oil, and previous fatigue cracks. For standard applications, a preheat of 75°F (25°C) is sufficient, but for thicker, heavy-duty sections, preheating between 300°F and 500°F (150°C - 260°C) is advised to prevent cracking and ensure a sound metallurgical bond. The Lincore 55-G is a workhorse for the heavy fabrication, power generation, and robotics industries, providing a cost-effective method to maintain equipment efficiency and safety. This 25 lb spool is designed to fit standard wire feeders, making it a convenient addition to your welding inventory.
| Additional Information |
|---|
| Brand:Lincoln Electric |
| Diameter:0.045 in |
| Packaging:25 lb Spool |
| Grade:Hardfacing |
| Polarity:DC |
| Process Type:FCAW-G (Gas Shielded Flux Core) |
| Shielding Gas:75-90% Argon / Balance CO2, 98% Argon / 2% O2 |
| Alloy Type:Low Alloy Steel |
| Deposition Rate:Max 15.7 lb/hr |
| Current Range:165-410 A |
| Standard:EN/ISO: T Fe2 |
| Packaging Description:25lb spool |
| Weld Process:MIG (GMAW) |
| Position:N/A |