Canadian owned and operated

When you are welding pipe or structural steel in the field, you need a rod that digs deep and freezes fast. The Hobart 610 5/32" E6010 electrode is built exactly for that purpose. Known among professional welders for its aggressive arc and reliable performance, this rod is a staple in the rig for anyone laying root passes or working on non-critical to critical code work. The 5/32" diameter allows for higher deposition rates while maintaining the control needed for bridging gaps and tying into the sidewalls.
The "fast-freeze" characteristic of the Hobart 610 is what sets it apart. It allows you to manipulate the puddle effectively in vertical and overhead positions, giving you the confidence that the metal will stay where you put it. This is especially important when welding vertical-down, a common technique in pipeline work to increase travel speed. The cellulose-sodium coating generates a strong shielding gas force that blasts away impurities, allowing you to burn into steel that hasn't been perfectly prepped. If you are dealing with rust, grease, or primer, the Hobart 610 powers through it to create a sound bond.
Operator control is excellent with this electrode. It offers a steady arc that doesn't extinguish easily, provided you maintain the correct arc length and whip-and-pause technique typical for E6010 rods. The slag is thin and friable, meaning you won't spend half your day hammering away at the bead; a quick rake with a chipping hammer or wire wheel usually reveals a clean ripple pattern underneath. Packaged in a durable can, these rods stay protected until you are ready to burn them.
Why Welders Prefer Hobart 610:
| Additional Information |
|---|
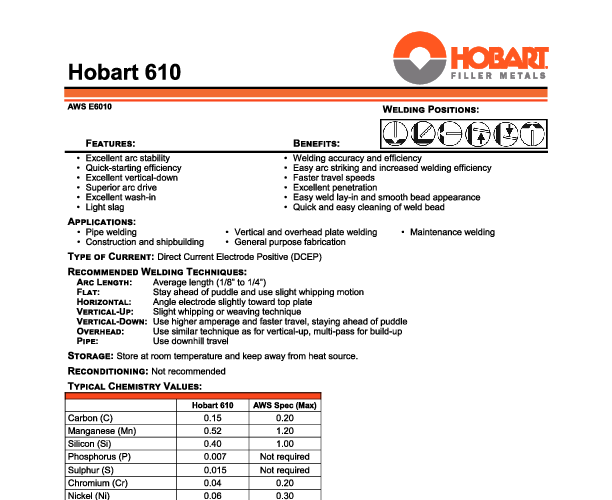
| Brand:Hobart |
| Diameter:4.0mm (5/32") |
| Aws Spec:E6010 |
| Packaging Description:10 lb can |
| Polarity:DCEP |
| Position:All |
| Amp Range:110-170 A |
| Rod Type:Stick Electrode |
| Coating Type:High Cellulose Sodium |
| AWS Classification:E6010 |
| Welding Position:All Position |
| Applications:Pipe Welding, Construction, Shipbuilding |
| Storage Instructions:Store in a dry area at room temperature |