Canadian owned and operated

When you are under the hood and the weld has to pass X-ray, the ESAB OK 55.00 (E7018-1) is the rod you want in your stinger. Known among seasoned professionals for its buttery smooth arc and exceptional puddle control, this 4.0mm electrode takes the headache out of critical welding jobs. Unlike cheaper 7018 rods that might sputter or have erratic burn-off, the OK 55.00 runs consistently from the strike to the stub, allowing you to focus on your travel speed and bead manipulation rather than fighting the arc.
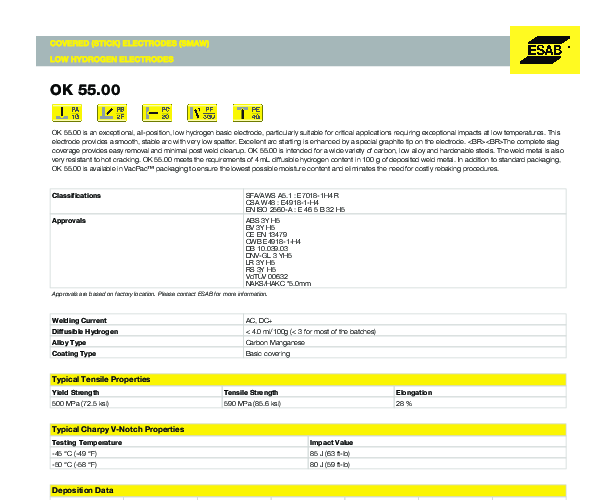
The 4.0mm (5/32") size is a workhorse for structural steel. It lays down a significant amount of metal, making it perfect for filling up bevels on heavy columns, beams, and plates without spending all day changing rods. The slag system is designed to be easily detachable; often, the slag will curl up and peel off by itself as the weld cools, leaving a clean, ripple-free bead underneath. This reduces cleanup time and the risk of slag inclusions, which is a massive benefit when you are doing multi-pass welds and need to ensure perfect fusion between layers.
One of the biggest advantages of the OK 55.00 is its forgiveness on less-than-perfect steel. While it is a low-hydrogen rod meant for clean steel, it handles minor surface contaminants better than many competitors, thanks to its advanced flux chemistry. It also offers excellent restart characteristics for a 7018 type, minimizing porosity at the tie-ins. Whether you are welding in the flat or horizontal position, the puddle stays where you put it, wetting out nicely at the toes to prevent undercut.
This rod is also built for toughness. If you are welding equipment that takes a beating—like excavators, ship hulls, or structural supports in freezing climates—the "-1" rating ensures your welds won't crack under stress or cold. It runs great on DC+ for maximum penetration and arc force, but if you are stuck with an AC buzz box, it handles that smoothly too. Grab a pack of ESAB OK 55.00 and experience the difference a premium consumable makes in your daily fabrication work.
| Additional Information |
|---|
| Brand:ESAB |
| Diameter:4.0mm (5/32") |
| AWS Spec:E7018-1 |
| Polarity:AC/DCEP |
| Position:All |
| Rod Type:Stick Electrode |
| AWS Classification:E7018-1 |
| Coating Type:Basic, Low Hydrogen |
| Length:18 in, 450 mm |
| Tensile Strength:590 MPa, 85000 psi |
| Yield Strength:500 MPa, 72000 psi |
| Impact Strength:100 J at -40°C |
| Welding Current:AC, DC+ |
| Recovery:120% |
| Packaging Description:18.6kg pack |
| Amp Range:135-220 A |