Canadian owned and operated

Tackle your toughest welding jobs with confidence using our E7018-1 Stick Electrodes. Sized at 2.5 mm (3/32"), these rods are the go-to solution for professional welders working on structural steel projects that demand superior strength and durability. The "-1" designation indicates that these electrodes have been tested to provide excellent impact toughness even in freezing temperatures, giving you peace of mind when welding structures exposed to harsh environments or dynamic loads.
Designed for all-position welding, these rods offer great versatility. Whether you are welding a joint flat on a bench or reaching overhead on a job site, the arc remains stable and easy to control. The low hydrogen coating minimizes the risk of cracking, a common issue when welding thick sections or restrained joints. Plus, the iron powder formula helps you lay down metal faster and smoother, creating professional-looking beads with minimal effort. The 3/32" size is particularly useful for root passes or welding on thinner sections where heat input control is critical.
Key Benefits for the Welder:
Upgrade your welding consumables with these high-quality E7018-1 electrodes and ensure your welds stand the test of time and temperature. Remember to keep your rods dry; using a portable rod oven or keeping them in a sealed container will ensure they perform perfectly every time you strike an arc. Whether you are a seasoned pipe welder or a fabricator in a structural shop, the consistency of these rods will help you achieve X-ray quality results pass after pass.
| Additional Information |
|---|
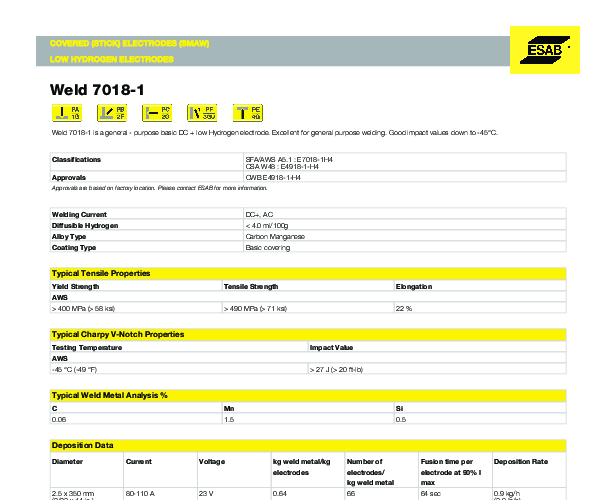
| Aws Spec:E7018-1 |
| Diameter:2.5mm (3/32") |
| Packaging Description:4-5kg-tube |
| Polarity:AC/DC, DCEP, AC |
| Position:All |
| AWS Classification:E7018-1 |
| Length:14 in |
| Packaging Type:Tube |
| Weight:4.5 kg |
| Welding Position:All Position |
| Coating Type:Low Hydrogen Iron Powder |
| Tensile Strength:70,000 psi min |
| Impact Toughness:27J at -45°C |
| Brand:ESAB |
| Amp Range:75-110 A |