Canadian owned and operated

When your project involves welding quenched and tempered steels like T-1 or ASTM A514, standard welding wires simply won't cut it. You need a consumable that matches the base metal's superior yield strength and toughness. Enter the Hobart Fabco 110, a high-performance flux-cored wire engineered to deliver 110,000 psi tensile strength without compromising on weldability. This .045-inch wire is the go-to solution for fabricators building heavy earthmovers, crane booms, and critical structural components that must withstand immense stress and harsh environments.
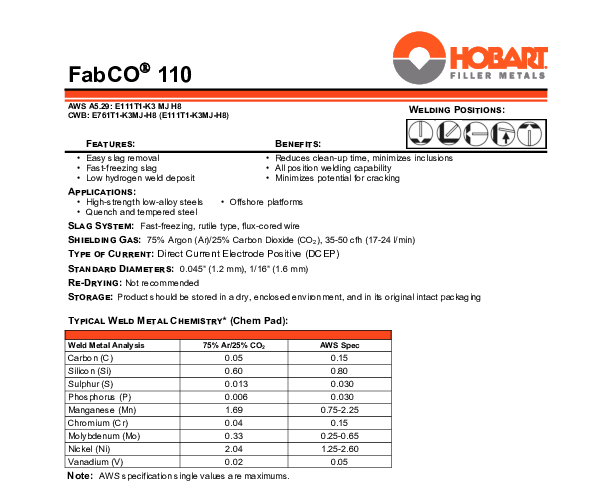
The primary challenge in welding high-strength steels is avoiding cracking, particularly in the heat-affected zone (HAZ). Fabco 110 addresses this with a sophisticated low-hydrogen formulation that significantly reduces the risk of underbead cracking. Furthermore, its nickel-alloyed chemistry provides exceptional impact toughness, even at temperatures as low as -40°F. This makes it an ideal choice for equipment operating in freezing climates or offshore applications where brittle fracture is a major concern.
Unlike some high-strength wires that are fluid and difficult to control out of position, Fabco 110 is designed with a fast-freezing slag. This characteristic allows welders to lay down high-quality beads in vertical and overhead positions with confidence. The puddle is controllable, and the arc remains consistent, allowing for precise penetration and bead contouring. Whether you are repairing a mining truck bed or fabricating a pressure vessel, this wire offers the versatility needed to tackle complex joint configurations.
To get the best performance out of Fabco 110, it is optimized for a 75% Argon / 25% CO2 shielding gas mix. This blend provides a smoother arc and better mechanical properties compared to straight CO2. The result is a cleaner weld with less spatter and better fusion. By choosing Hobart Fabco 110, you aren't just buying wire; you are investing in the structural reliability of your finished product.
| Additional Information |
|---|
| Brand:Hobart |
| Diameter:0.045 in |
| Packaging Description:33lb spool |
| Spool Size:33 lb Spool |
| Weld Process:Flux-Cored (FCAW) |
| Position:All Position |
| Polarity:DCEP |
| AWS Classification:E110T1-K3C, E111T1-K3M |
| Shielding Gas:75% Argon / 25% CO2 |
| Tensile Strength:110,000 psi (Typical) |
| Material Application:ASTM A514, HY-80, T-1 Steel |
| Diffusible Hydrogen:< 5.0 ml/100g |