Canadian owned and operated

When you have a mountain of steel to weld and no time to waste on constant spool changes or endless grinding, the Hobart FabCOR 86R in the 1000 lb Exacto-Pak is your answer. This isn't just standard welding wire; it's a metal-cored powerhouse designed to chew through the tough stuff. If you are welding on structural steel, railcars, or heavy machinery that isn't perfectly clean, this wire is your best friend. It is formulated with extra deoxidizers that help it burn right through mill scale and light rust, leaving you with a solid, clean bead without the headache of prepping every single inch of metal down to shiny steel.
Let's talk about the packaging. This comes in a massive 1000 lb Exacto-Pak. This is built for shops that are burning wire all day, every day. If you are running automation, robotics, or just have a heavy fabrication station that never stops, this bulk pack keeps your arc on longer. You stop swapping out 33lb or 60lb spools every few hours and start measuring your runtime in days or weeks. The Exacto-Pak design ensures the wire feeds smoothly from start to finish, preventing tangles and feedability issues that can ruin a weld or stop a robot in its tracks.
Welders love the FabCOR 86R because it runs smooth. When paired with an Argon/CO2 mix, you get a stable, soft arc with a spray transfer that feels effortless. It wets out beautifully at the toes, meaning your beads look professional with minimal effort. Plus, because it's metal-cored, you get higher travel speeds than solid wire, helping you get more product out the door. It produces very little spatter compared to flux-cored options, so you won't be spending your afternoon chipping slag or grinding off BBs. It’s the perfect balance of speed, quality, and ease of use for the professional fabricator.
| Additional Information |
|---|
| Brand:Hobart |
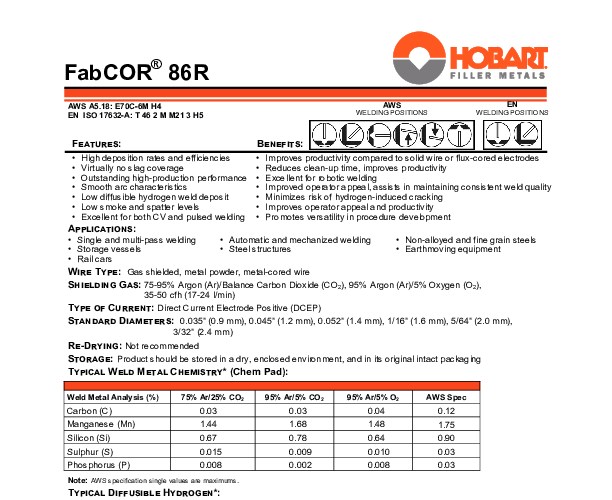
| AWS Spec:E70C-6M |
| Diameter:0.045 in |
| Weld Process:Metal-Cored (MCAW) |
| Packaging Description:1000lb-exacto-pak |
| Polarity:DC |
| Material Composition:Carbon Steel |
| Shielding Gas Requirement:75-95% Argon / Balance CO2 |
| Welding Position:Flat, Horizontal |
| Current Type:DCEP |
| Tensile Strength:70,000 psi (Minimum) |
| Hydrogen Status:H4 (Low Hydrogen) |