Canadian owned and operated

If you are tired of fighting with spatter or struggling to get a clean bead on steel that isn't perfectly prepped, the Hobart Fabcor 86R .052" metal-cored wire is the solution you need in your feeder. This wire is built for the real world, where mill scale and light rust are just part of the job. Thanks to its extra deoxidizers, it burns right through surface contaminants, laying down a smooth, flat bead that wets out perfectly at the toes. You get the speed of a flux-core wire with the clean finish of a solid wire.
Welders appreciate the Fabcor 86R for its incredibly stable arc and low fume generation compared to traditional flux-cored options. When running with an Argon/CO2 mix, the arc feels soft yet powerful, allowing you to crank up the wire feed speed and travel faster without sacrificing quality. It is designed for flat and horizontal fillets, making it a beast for structural beams, heavy equipment repair, and railcar fabrication. The slag is almost non-existent—often appearing as just small islands of silicon that brush off easily—so you spend less time chipping and grinding and more time burning wire.
This 50lb spool is standard for most shop setups, giving you plenty of run time between changeovers. Whether you are welding thick plate in a shipyard or fabricating frames in a manufacturing plant, the Fabcor 86R gives you the control and consistency to put down professional-grade welds pass after pass. It’s a high-efficiency wire that makes the welder's life easier while delivering the strength your projects demand.
| Additional Information |
|---|
| Brand:Hobart |
| Diameter:0.052 in |
| Packaging Description:50lb-spool |
| Weld Process:Metal-Cored (MCAW) |
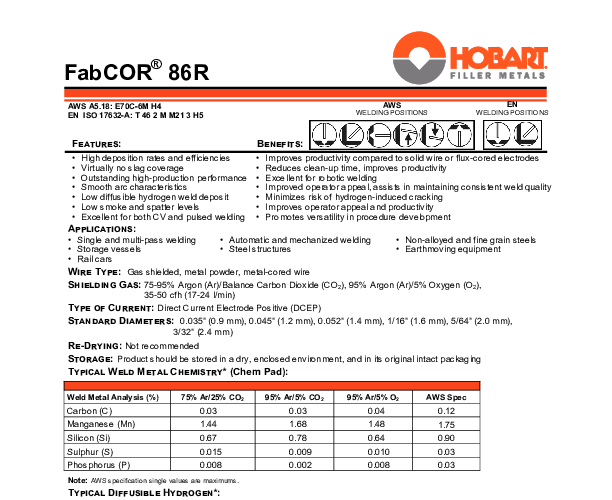
| Aws Spec:E70C-6M |
| Polarity:DC |
| Position:Flat/Horizontal |
| Wire Type:Metal-Cored |
| Shielding Gas Requirement:75-95% Argon / Balance CO2 |
| AWS Classification:E70C-6M H4 |
| Tensile Strength:70,000 psi (Minimum) |
| Current Type:DCEP (Direct Current Electrode Positive) |
| Alloy Type:Carbon Steel |