Canadian owned and operated

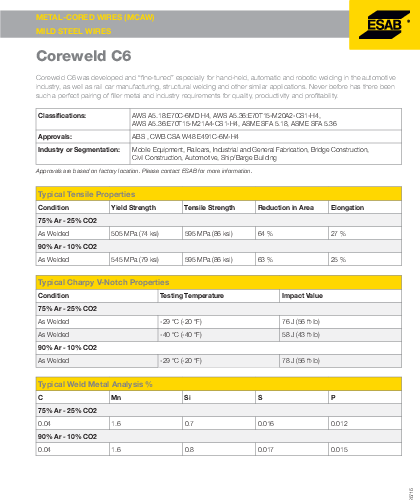
Elevate your welding performance with the ESAB Coreweld C6, a .045-inch metal-cored wire engineered for welders who demand speed, precision, and cleanliness. This 15kg spool is the go-to solution for high-speed fabrication in the automotive, rail, and heavy machinery industries. Classified as E70C-6M H4, Coreweld C6 offers the best of both worlds: the high deposition rates associated with flux-cored wires and the high efficiency (95-98%) and low slag levels of solid MIG wires. If you are looking to increase travel speeds without sacrificing bead appearance or mechanical integrity, this is the wire for the job.
The Coreweld C6 is designed to operate with mixed shielding gases, specifically high-percentage Argon blends (75% to 95% Argon / Balance CO2). This gas combination, paired with the wire's unique metal powder core, produces a stable, soft arc with a spray transfer mode that virtually eliminates spatter. For the welder, this means a cleaner workspace and significantly reduced post-weld cleanup. The wire wets out beautifully at the toes of the weld, reducing stress concentrations and creating a professional, smooth finish that often requires no grinding. It is also highly forgiving, capable of welding over light rust and mill scale better than solid wires, and offers superior gap-bridging characteristics for those tricky fit-ups.
Designed for DCEP polarity, the Coreweld C6 excels in the flat and horizontal positions. It is also a favorite for robotic applications due to its consistent cast and helix, ensuring trouble-free feeding through liners and contact tips. The "H4" designation indicates a very low diffusible hydrogen content (less than 4ml per 100g), providing excellent resistance to hydrogen-induced cracking, which is essential for critical structural welds. Whether you are fabricating mobile equipment, building bridges, or working on general steel construction, the ESAB Coreweld C6 provides the reliability and performance characteristics necessary to produce X-ray quality welds efficiently.
| Additional Information |
|---|
| Brand:ESAB |
| Aws Spec:E70C-6M |
| Diameter:0.045 in |
| Packaging Description:15kg-spool |
| Weld Process:Metal-Cored (MCAW) |
| Polarity:DC, DCEP |
| Position:Flat/Horizontal |
| Wire Type:Metal-Cored |
| Shielding Gas Requirement:75-95% Argon / Balance CO2 |
| AWS Classification:E70C-6M, E491C-6M-H4 |
| Spool Size:15 kg |
| Wire Diameter:0.045" |
| Applications:Automotive, Railcars, Structural Steel, Robotic Welding |